
 Esperanto
Esperanto
 Shqiptare
Shqiptare
 Euskara
Euskara
 Zulu
Zulu
 Latinus
Latinus
 Cymraeg
Cymraeg
 தமிழ்
தமிழ்
 Slovak
Slovak
 Slovak
Slovak
 Afrikaans
Afrikaans


مركز الأخبار
كيفية حل مشكلة الخَبث (الخبث) في القطع بالليزر؟ دليل عملي لاستكشاف الأخطاء وإصلاحها
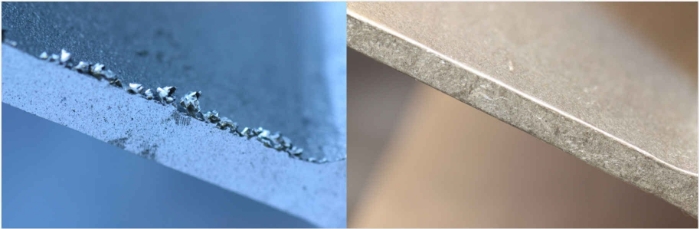
يشتهر القطع بالليزر بدقته وسرعته، لكن تحقيق حافة قطع مثالية ونظيفة في كل مرة قد يكون تحديًا أحيانًا. واحدة من أكثر المشاكل شيوعًا التي يواجهها المشغلون هي الخَبَث ، المعروف أيضًا باسم الخردة . هذه هي المادة المنصهرة التي تتصلب من جديد والتي تلتصق بالحافة السفلية للقطع، مما يؤثر سلبًا على جودة القطعة وغالبًا ما يتطلب عمليات تنظيف ثانوية تستغرق وقتًا طويلًا.
إن إزالة الخبث أمر بالغ الأهمية للكفاءة والحفاظ على المعايير العالية. لحسن الحظ، غالبًا ما يكون ذلك قابلاً للحل من خلال فحص ومواءمة المكونات والمعلمات الرئيسية بشكل منهجي. يوفر هذا الدليل نهجًا عمليًا لاستكشاف أخطاء القطع بالليزر وإصلاحها.
خطوات استكشاف الأخطاء وإصلاحها بشكل منهجي للقضاء على الخبث
بدلاً من تغيير الإعدادات بشكل عشوائي، اتبع هذه الخطوات بطريقة منهجية:
1. فحص مستهلكات رأس القطع والـبصريات
تؤثر هذه المكونات بشكل مباشر على شكل شعاع الليزر، وتركيزه، وفعالية توصيل غاز المساعدة. إن التآكل أو التلف هنا هو سبب متكرر للخبث، خاصةً في الآلات التي لديها ساعات تشغيل كبيرة.
-
تحقق من الفوهة:
- الحالة: ابحث عن التلف أو التشوه أو الانسداد. فتحة الفوهة التالفة تشوه تدفق الغاز، مما يمنع إخراج المادة المنصهرة بكفاءة.
- التمركز: تأكد من أن الفوهة متمركزة تمامًا مع شعاع الليزر. يمكن أن يؤدي الشعاع غير المتمركز إلى تسخين غير متساوٍ وإزالة خبث ضعيفة من جانب واحد.
- الحجم: تأكد من أنك تستخدم النوع الصحيح من الفوهة وقطر الفتحة لنوع المادة وسمكها الذي يتم قطعه. يمكن أن يؤدي استخدام الحجم الخطأ إلى ضغط تدفق الغاز غير السليم وديناميكيته.
-
تحقق من العدسة الواقية (شريحة الغطاء):
- النظافة: افحص وجود الغبار أو البقع أو بصمات الأصابع أو الضبابية. تمتص العدسة المتسخة طاقة الليزر، مما يقلل من كفاءة القطع ويغير ملف تعريف الشعاع، مما يؤدي إلى زيادة الخبث. قم بالتنظيف أو الاستبدال حسب الضرورة باتباع إرشادات الشركة المصنعة.
- التلف: ابحث عن الشقوق أو الحفر أو بقع الحرارة. يجب استبدال العدسة التالفة على الفور لأنها تقلل الأداء بشكل خطير وتخاطر بإلحاق المزيد من الضرر ببصريات رأس القطع.
-
تحقق من الحلقة الخزفية (حامل الفوهة):
- الحالة: افحص وجود الشقوق أو التلف، خاصةً إذا كانت آلتك تستخدم استشعار الارتفاع السعوي. يمكن أن يؤثر التلف على مركزية الفوهة ودقة تتبع الارتفاع.
- التثبيت: تأكد من أنها مثبتة بشكل صحيح ونظيفة. يمكن أن يتسبب الحطام في عدم المحاذاة.
2. مراجعة وتحسين معلمات عملية القطع
معلمات العملية غير الصحيحة هي سبب رئيسي للخبث، خاصةً عند إعداد مهمة جديدة أو إذا لم يتم تحديد المعلمات المثلى بعد. غالبًا ما يكون هذا هو المكان الأول الذي يجب النظر إليه في الآلات الأحدث حيث يكون تآكل المستهلكات أقل احتمالًا.
-
سرعة القطع:
- سريع جدًا: قد لا يخترق الليزر المادة بالكامل، أو لا يتم إخراج المعدن المنصهر بشكل نظيف قبل الانتقال، وغالبًا ما يترك خبثًا متلألئًا.
- بطيء جدًا: إدخال الحرارة المفرط يذيب الكثير من المواد، متغلبًا على قدرة غاز المساعدة على إخراجها بشكل نظيف، مما يؤدي إلى خبث سميك وعسر الإزالة. تزداد منطقة التأثر الحراري (HAZ) أيضًا.
-
طاقة الليزر:
- منخفضة جدًا: طاقة غير كافية لاختراق المادة بشكل نظيف، مما يؤدي إلى عمليات قطع غير كاملة أو التصاق خبث ثقيل.
- عالية جدًا: على غرار القطع البطيء جدًا، يمكن أن تؤدي الطاقة المفرطة إلى إنشاء الكثير من المواد المنصهرة لتعامل الغاز معها بكفاءة.
-
موضع التركيز:
- يعد موضع نقطة التركيز بالنسبة لسطح المادة أمرًا بالغ الأهمية. يؤدي التركيز غير الصحيح (عالي جدًا أو منخفض جدًا) إلى حدوث تباعد أوسع في الأسفل أو الأعلى، وكثافة طاقة منخفضة عند نقطة القطع، وإخراج خبث ضعيف. قم بضبط موضع التركيز بناءً على نوع المادة وسمكها (مثلًا، عادةً ما يكون أسفل السطح قليلاً لقطع الفولاذ الطري بالأكسجين، بالقرب من أو أعلى السطح قليلاً لقطع الفولاذ المقاوم للصدأ بالنيتروجين).
-
نوع غاز المساعدة:
- تأكد من أنك تستخدم الغاز الصحيح (مثلًا، الأكسجين للصلب الطري، النيتروجين أو الهواء للصلب المقاوم للصدأ/الألمنيوم). إن استخدام النوع الخاطئ من الغاز يضمن نتائج ضعيفة وخبثًا ثقيلًا.
-
ضغط غاز المساعدة:
- منخفضة جدًا: قوة غير كافية لنفخ المادة المنصهرة من الشق، مما يجعلها تتصلب من جديد على شكل خبث.
- عالية جدًا: يمكن أن يسبب اضطرابًا في القطع، مما قد يؤدي إلى تبريد الشق بشكل مفرط، مما يؤدي إلى قطع غير كاملة أو إخراج ذوبان غير مستقر. يمكن أن يسبب أيضًا تآكلًا مفرطًا للفوهة أو نحتًا على المواد الأرق.
3. التحقق من جودة غاز المساعدة وتوصيله
حتى مع وجود المعلمات والمستهلكات الصحيحة، يمكن أن تسبب المشكلات المتعلقة بالغاز نفسه خبثًا.
- نقاوة الغاز: أمر بالغ الأهمية بشكل خاص عند استخدام النيتروجين للصلب المقاوم للصدأ أو الألومنيوم. يمكن أن تسبب الشوائب (مثل الرطوبة أو الأكسجين) الأكسدة وجودة حافة ضعيفة مع زيادة الخبث. تأكد من أن النقاء يلبي توصيات الشركة المصنعة للليزر.
- تدفق/إمداد الغاز: تأكد من عدم وجود تسرب في خطوط الغاز وأن نظام الإمداد (الخزانات، المولد) يمكنه الحفاظ على الضغط المطلوب و معدل التدفق أثناء القطع. يؤدي انخفاض الضغط أثناء القطع إلى إخراج خبث غير كافٍ.
نهج استكشاف الأخطاء وإصلاحها: آلات جديدة مقابل آلات قديمة
في حين أن الأسباب المحتملة هي نفسها، فإن الجناة الأكثر ترجيحًا يختلفون بناءً على عمر الجهاز واستخدامه:
-
آلات جديدة / إعداد مواد جديدة:
- ركز أولاً على المعلمات: افترض أن المستهلكات والبصريات في حالة جيدة. ابدأ بالتحقق من سرعة القطع وطاقة الليزر وموضع التركيز وضغط الغاز وتعديلها بناءً على جداول المعلمات التي توفرها الشركة المصنعة أو قواعد بيانات القطع. قم بضبط هذه العناصر بشكل منهجي.
- التحقق من نوع الغاز ونقاوته: تأكد من اختيار الغاز الصحيح ونظافة الإمداد.
-
ماكينات قديمة/إعدادات موجودة تنتج الخبث فجأة:
- أولوية المواد الاستهلاكية والعدسات: ابدأ بفحص الفوهة والعدسة الواقية والحلقة الخزفية بحثًا عن التآكل أو التلف أو التلوث. تتدهور هذه الأجزاء بمرور الوقت وهي نقاط فشل شائعة.
- تحقق من توصيل الغاز: ابحث عن تسربات محتملة أو انخفاض في التدفق/الضغط قد يكون قد حدث.
- راجع المعلمات أخيرًا: بعد التأكد من سلامة المواد الاستهلاكية وتوصيل الغاز فقط، يجب أن تبدأ في تغيير معلمات العملية العاملة سابقًا بشكل كبير. قد تكون هناك حاجة إلى تعديلات طفيفة بسبب التغيرات الطفيفة في أداء الماكينة بمرور الوقت، لكن التغييرات الكبيرة تشير عادةً إلى مشكلة في الأجهزة.
جدول مرجعي سريع لضبط المعلمات
يُظهر هذا الجدول كيف تؤثر تعديلات المعلمات الشائعة عادةً على تكوين الخبث (ملاحظة: يمكن أن تتفاعل التأثيرات، وتعتمد الإعدادات المثلى على المادة/السُمك).
| المُعامل | المشكلة | التأثير المحتمل على الخبث | الإجراء الموصى به (التجربة والخطأ) |
|---|---|---|---|
| سرعة القطع | سريع جدًا | قطع غير كامل، خبث مُخرز | تقليل السرعة |
| بطيء جدًا | خبث سميك يصعب إزالته، زيادة منطقة التأثر الحراري | زيادة السرعة | |
| طاقة الليزر | منخفضة جدًا | قطع غير كامل، التصاق شديد بالخبث | زيادة الطاقة |
| عالية جدًا | انصهار مفرط، خبث سميك (إذا لم يتمكن الغاز من التخلص منه) | تقليل الطاقة (أو زيادة السرعة/ضبط التركيز) | |
| موضع التركيز | مرتفع جدًا (في المادة) | شق أوسع في الأسفل، كثافة طاقة منخفضة، خبث محتمل | خفض موضع التركيز (تحريك نحو القيم السالبة في الغالب) |
| منخفض جدًا (أقل من المادة) | كثافة طاقة منخفضة عند نقطة القطع، خبث محتمل | رفع موضع التركيز (التحرك نحو القيم الموجبة في الغالب) | |
| ضغط الغاز | منخفضة جدًا | إخراج خبث غير فعال، يلتصق الخبث بالأسفل | زيادة الضغط |
| عالية جدًا | اضطراب، تبريد محتمل، قطع غير مستقر، خبث ممكن | تقليل الضغط |