
 Esperanto
Esperanto
 Shqiptare
Shqiptare
 Euskara
Euskara
 Zulu
Zulu
 Latinus
Latinus
 Cymraeg
Cymraeg
 தமிழ்
தமிழ்
 Slovak
Slovak
 Slovak
Slovak
 Afrikaans
Afrikaans


مركز الأخبار
تفسير معلمات عملية اللحام بالليزر الشائعة
معلمات عملية اللحام بالليزر الرئيسية
توجد العديد من معلمات العملية التي تؤثر على جودة اللحام بالليزر، مثل كثافة الطاقة، شكل نبض الليزر، مقدار التركيز، سرعة اللحام، والغازات المساعدة للحماية.
كثافة الطاقة هي واحدة من أهم المعلمات في معالجة الليزر. باستخدام كثافة طاقة عالية، يمكن تسخين السطح إلى نقطة الغليان في نطاق زمن ميكروثانية، مما يؤدي إلى تبخر كبير. لذلك، فإن كثافة الطاقة العالية مفيدة جداً في معالجة إزالة المواد، مثل الثقب، القطع، والنقش. بالنسبة لكثافة الطاقة المنخفضة، يحتاج السطح للوصول إلى نقطة الغليان إلى عدة ميلي ثانية، قبل أن يصل السطح إلى حالة التبخر، تصل الطبقة السفلية إلى نقطة الانصهار، مما يسهل تشكيل.اللحام المنصهرلذلك، في اللحام بالليزر من نوع التوصيل الحراري، تتراوح كثافة الطاقة بين 10^4-10^6 واط/سم².
شكل نبض الليزر 2
شكل نبض الليزرهو معلمة مهمة تميز بين إزالة المواد أو انصهار المواد، كما أنه معلمة رئيسية تحدد حجم الجهاز وتكلفته. عندما يضرب شعاع الليزر عالي الكثافة سطح المادة، سيتم فقدان 60-90% من طاقة الليزر.طاقة الليزر المنعكسةخاصة في المواد مثل الذهب، الفضة، النحاس، الألمنيوم، والتيتانيوم، حيث تكون الانعكاسية عالية وسرعة نقل الحرارة سريعة. خلال عملية إشارة نبض الليزر، تتغير نسبة الانعكاس للمعادن مع الزمن. عندما ترتفع درجة حرارة سطح المادة إلى نقطة الانصهار، تنخفض نسبة الانعكاس بسرعة، وعندما يكون السطح في حالة الانصهار، تستقر نسبة الانعكاس عند قيمة معينة.
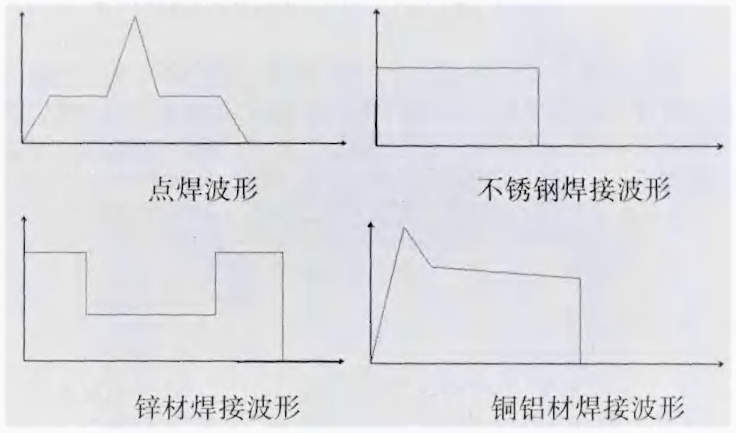
△أشكال نبض اللحام بالليزر لمواد مختلفة
عرض نبض الليزر 3
عرض النبض هو معلمة مهمة في اللحام بالليزر النبضي. يتم تحديد عرض النبض من خلال عمق الانصهار ومنطقة التأثير الحراري، كلما زاد عرض النبض.منطقة التأثير الحراريتكون أكبر، ويزداد عمق الانصهار بمقدار 1/2 من عرض النبض. لكنزيادة عرض النبضستقلل من القدرة القصوى، لذلك يتم استخدام زيادة عرض النبض عادة في طريقة اللحام بالتوصيل الحراري، مما ينتج عنه لحام عريض وضحل، وهو مناسب بشكل خاص للحام الألواح الرقيقة والسميكة. ومع ذلك، فإن القدرة القصوى المنخفضة قد تؤدي إلى إدخال حرارة زائدة، ولكل مادة عرض نبض مثالي يمكن أن يصل إلى أقصى عمق انصهار.
مقدار التركيز 4
يتطلب اللحام بالليزر عادة مقدار تركيز معين، لأن كثافة الطاقة في مركز بقعة التركيز عالية جداً، مما يسهل تبخرها إلى ثقوب. على المستويات المختلفة بعيداً عن نقطة التركيز، تكون توزيع كثافة الطاقة متساوية نسبياً.
هناك نوعان من طرق التركيز:
التركيز الإيجابي والتركيز السلبي.تكون مستوى التركيزفوق قطعة العمل هو التركيز الإيجابي، والعكس صحيح للتركيز السلبي. وفقاً لـنظرية البصريات الهندسية، عندما تكون المسافة بين مستوى التركيز الإيجابي والسلبي ومستوى اللحام متساوية، فإن كثافة الطاقة على المستويات المقابلة تكون تقريباً متساوية، ولكن الشكل الفعلي للحمام المنصهر يختلف قليلاً. عند التركيز السلبي، يمكن الحصول على عمق انصهار أكبر، وهذا مرتبط بعملية تشكيل الحمام المنصهر.
سرعة اللحام 5
تحدد سرعة اللحام جودة سطح اللحام، عمق الانصهار، ومنطقة التأثير الحراري. تؤثر سرعة اللحام على كمية الحرارة المدخلة في وحدة الزمن، إذا كانت سرعة اللحام بطيئة جداً، فإن كمية الحرارة المدخلة ستكون كبيرة جداً، مما يؤدي إلى احتراق قطعة العمل، وإذا كانت سرعة اللحام سريعة جداً، فإن كمية الحرارة المدخلة ستكون صغيرة جداً، مما يؤدي إلى عدم انصهار قطعة العمل بشكل كامل. عادةً ما يتم استخدام تقليل سرعة اللحام لتحسين عمق الانصهار.
الغاز المساعد للحماية 6
يعتبر الغاز المساعد للحماية خطوة ضرورية في اللحام بالليزر عالي القدرة. من ناحية، لمنع تلوث المواد المعدنية بسبب التبخر.العدسة المركزة؛ ومن ناحية أخرى، لمنع تركيز البلازما الناتجة أثناء عملية اللحام بشكل مفرط، مما يمنع الليزر من الوصول إلى سطح المادة. غالباً ما تستخدم غازات مثل الهيليوم، الأرجون، والنيتروجين لحماية الحمام المنصهر، مما يحمي قطعة العمل من الأكسدة أثناء عملية اللحام. تؤثر أنواع الغاز وكمية تدفق الغاز وزاوية النفخ وغيرها من العوامل بشكل كبير على نتائج اللحام، كما أن طرق النفخ المختلفة قد تؤثر أيضاً على جودة اللحام.
الهيليومليس من السهل تأيينه (طاقة التأيين عالية)، مما يسمح لليزر بالمرور بسلاسة، وتصل طاقة الشعاع إلى سطح قطعة العمل دون عوائق. هذه هي أكثر غازات الحماية فعالية المستخدمة أثناء اللحام بالليزر، ولكنها باهظة الثمن.
الأرجونأرخص نسبياً، وكثافته أكبر، لذا فإن تأثير الحماية أفضل. لكنه يتأثر بسهولة بتأيين البلازما المعدنية عالية الحرارة، مما يؤدي إلى حجب جزء من الشعاع الموجه إلى قطعة العمل، مما يقلل من قدرة الليزر الفعالة للحام، كما يؤثر على سرعة اللحام وعمق الانصهار. تكون سطح اللحام المحمي بالأرجون أكثر نعومة مقارنةً بتلك المحمية بالهيليوم.
النيتروجينهو أرخص غاز للحماية، لكنه غير مناسب لبعض أنواعلحام الفولاذ المقاوم للصدأ، وذلك بسبب مشاكل تتعلق بالمعادن، مثل الامتصاص، وأحياناً قد يؤدي إلى ظهور فقاعات هواء في منطقة التداخل.